Ana sayfa / tüm / Welding Equipment / MIG Welders / PROMIG 360C Endüstriyel Kaynak Mükemmelliği ile Kaynak Oyununuzu Yükseltin
PROMIG 360C Endüstriyel Kaynak Mükemmelliği ile Kaynak Oyununuzu Yükseltin






Detay bilgiler
DETAYLAR
Kompakt, Sinerji, Yüksek Hızlı Darbeli MIG (HSP)
PROMIG 360C
Sinerji Kontrolü
Geliştirilmiş Operasyon Süreci ve Kontrolleri
Yüksek Hızlı Darbe (HSP)
Yüksek Hızlı Çift Darbe (HDP)
Yüksek Hızlı Sprey Arkı (HSA)
Mikro Çift İşlem (MDP)
Ultra Yoğun Ark (UCA)
Hibrit Darbe Kontrolü (HPC)

Basit Kullanım
Kaynak mükemmelliğine ulaşmak için 3 adım
1. Çalışma modunu seçin
2. İşlemler listesi No'yu seçin
3. Kaynak akımını ayarlayın
(her zaman malzeme kalınlığını kullanan sinerjik fonksiyonla mükemmel ayar)
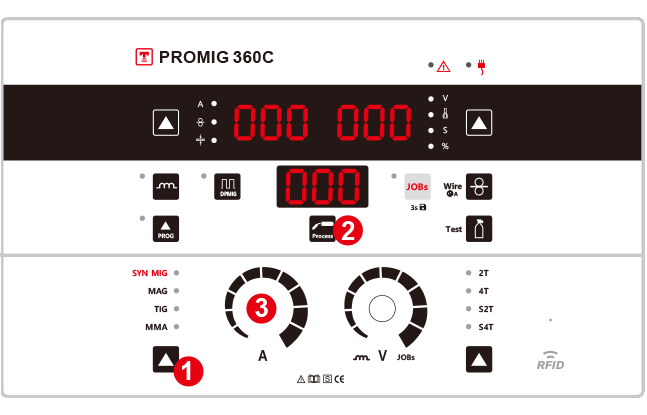
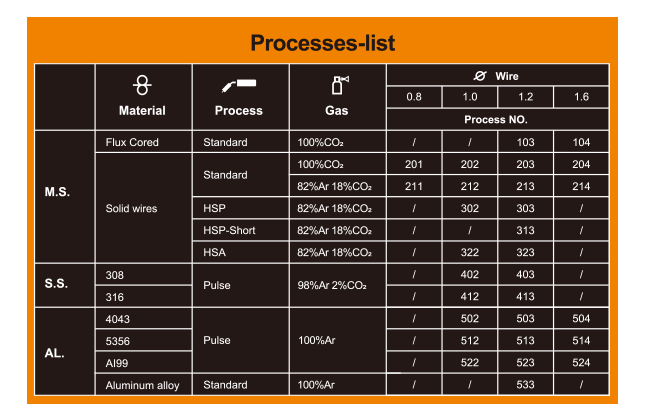
Sinerji kontrolü İşlemler listesiyle
İşlemler listesi ekranı, grafiksel kullanıcı arayüzü aracılığıyla kolayca ve sezgisel olarak kontrol edilir. Kullanıcıların karbon çelikleri, alüminyum alaşımları ve paslanmaz çelik için en iyi kaynak işlemini seçmelerine yardımcı olmak için her İşlem No.'da mükemmel kaynak eğrisini bir araya getirdik. İşlem her zamankinden daha kolay.
Bellek depolama fonksiyonu
Kullanıcılar çeşitli kaynak ihtiyaçlarına sahip olacak ve farklı malzemeler ve iş parçaları için en uygun kaynak parametrelerini ayarlamayı umacaktır. PROMIG 360C, farklı kaynak işlemi parametrelerini korumak/kaydetmek için 999'a kadar bağımsız kaynak görevi (İş) içeren bellek depolama işlevine sahiptir. Tek bir tıklamayla önceki ayarları seçin ve hızla geri yükleyin, bu da işlemi daha basit ve daha verimli hale getirir.

Esnek kontrol yöntemleri
Makineyi her yerden ayarlayabilirsiniz ----- güç kaynağında, ....

Gelecekteki akıllı üretim için uygun
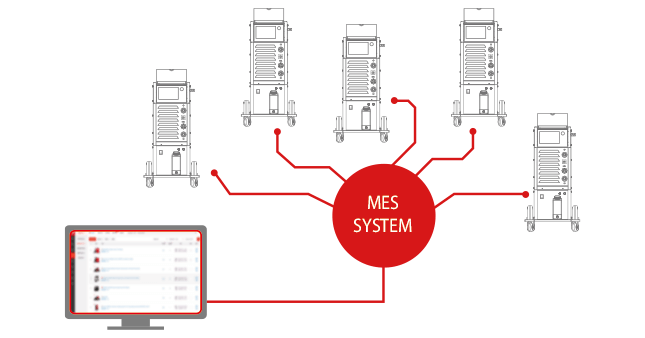
İsteğe bağlı kullanıcı yönetimi
PROMIG 360C, aktif kullanıcı yönetimi ve parametre ayarlamaları için koruma ve izinleri belirlemek üzere atanmış NFC tuşları ile donatılmıştır.

Ayrıca modern üretim veri yönetimi için daha uygun olan MES sistemine bağlanmayı da seçebilir.
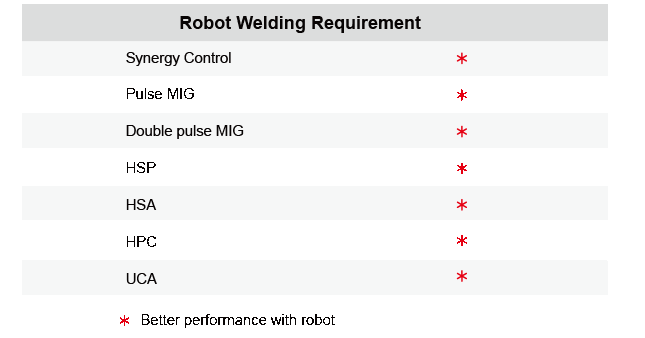
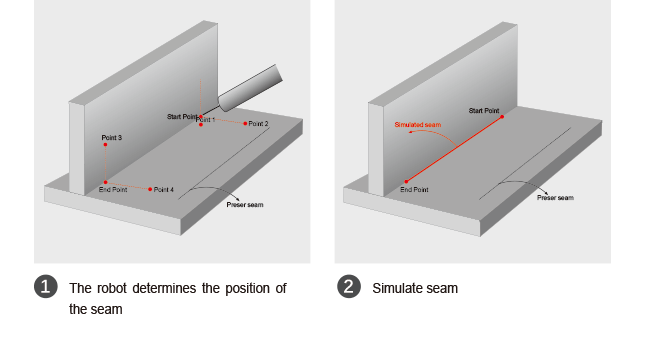
Robot kaynak için hazır
Gelişmiş MIG proses paketine sahip robotik PROMIGXP Serisi, mükemmel kaynak performansıyla ultra yüksek verimli kaynak elde eder.
Dahili iletişim protokollerini kullanarak, ek harici iletişim modülleri eklemeye gerek yoktur. Robot arayüzleri için isteğe bağlı paketler, EtherNetlP, DeviceNet, CAN, CANOPEN, RJ485 vb. dahil olmak üzere dijital portlar aracılığıyla uygulanır.

Kaynak makinesi parametreleri robotla yüksek frekanslı gerçek zamanlı olarak etkileşime girerek ark pozisyonunu doğru bir şekilde izleyebilir ve robotun ark takibini mükemmel bir şekilde destekleyebilir.

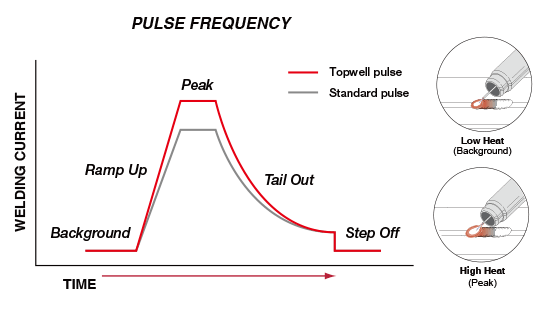
Daha büyük akım farkına sahip darbeli MIG
PROMIG 360C, daha gelişmiş darbe fiyatlarıyla uyumlu yükseltilmiş bir model ve makinedir. Alüminyum alaşımlı kaynak için daha uygun olan daha yüksek bir tepe akımı ve daha büyük bir akım farkı sağlayabilir, kolayca kararlı bir ark tetikleyebilir ve oksitleri temizleyebilir, metali eritmek ve yüksek kaliteli kaynaklar elde etmek için yeterli ısı üretir.
Premium itme-çekme tabancası
En dayanıklı motor ve tahrik tasarımı kullanılarak ve tel çekme motoru kaynak pozisyonuna yakın bir şekilde monte edilerek, tel besleme daha pürüzsüzdür ve özellikle alüminyum kaynak koşullarında tıkanma olasılığı daha düşüktür, bu da tel besleme performansını ve ark kararlılığını iyileştirir.
LCD ekran ve fonksiyon tuşları ile donatılmış olup, kaynak prosedürlerini ve parametrelerini ayarlamak için güç makinesiyle iletişim kurabilir.
Dijital kaynak torcu ile makine arasındaki iletişim, sinerji kaynağının iyileştirilmesini sağlar, tel hızı arttıkça/azaldıkça, MIG parametreleri gereken uygun güce uyacak şekilde artar/azalır.


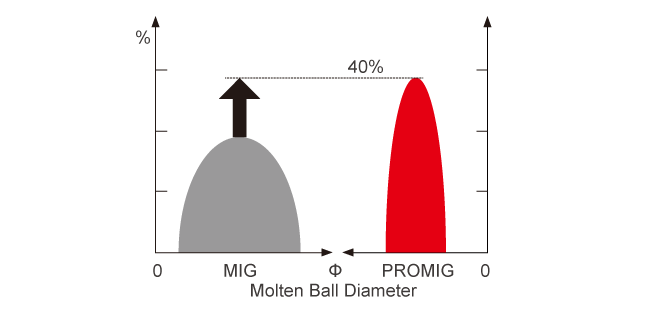
Darbe periyodunun hassas kontrolü, darbe periyodu içinde kaynak telinin ucundan yalnızca bir damla metalin fırladığı istikrarlı damla geçiş sürecini garanti eder. Bu nedenle, yüksek akım altında bile büyük miktarda sıçrama oluşturmaz, temizleme işini azaltır ve kaynağın görünümünü iyileştirir.
Güçlü veri birikimi, birden fazla kaynak parametresinin birlikte çalışmasıyla PROMIG 500XP'nin mükemmel darbe dalga formunu şekillendirmiştir. Tel hızı arttıkça/azaldıkça, darbe veya MIG parametreleri de daha mükemmel bir kaynak eğrisi elde etmek için gereken uygun güce uyacak şekilde artacak/azalacaktır.
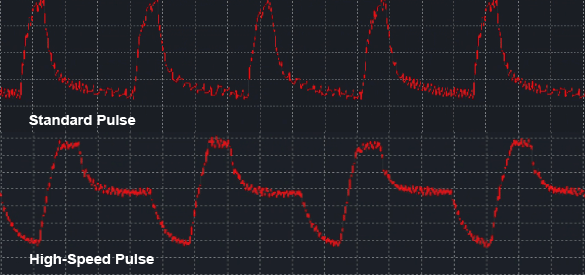
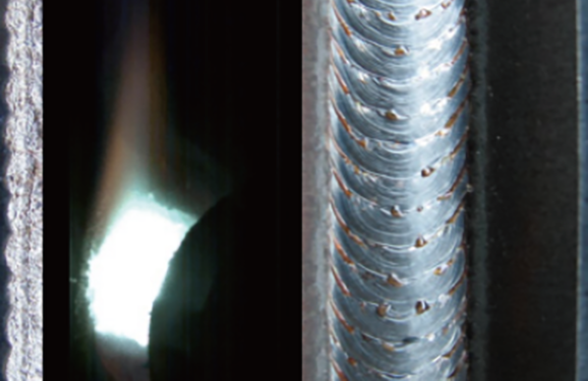
HSP - Yüksek Hızlı Darbe Teknolojisi
- Zorlu atölye kullanımı için özel olarak tasarlanmış olup, ister kalın malzemelerde ister sac metal üretiminde kullanılsın, çeşitli malzemeler için biriktirme oranı %25~48 artabilir.
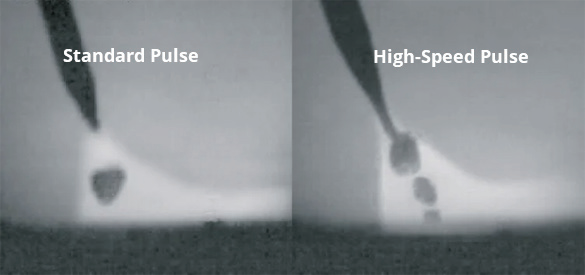
-Yüksek Hızlı Darbe (HSP) işlemi, geleneksel darbe kaynağına kıyasla zamandan, paradan ve enerjiden tasarruf etmenizi sağlar. Bu süreç darbe kaynağını tamamen yeni bir seviyeye yükseltmeye hazır!
-Genel olarak, Tek darbe bir damlacığı eritir, ancak TOPWELL'in Yeni Yüksek Hızlı darbe işlemiyle bu damlacıkların gönderimini arttırıyoruz. Geçiş daha hızlı, daha dar HAZ bölgesi ve daha derin nüfuz olacak!
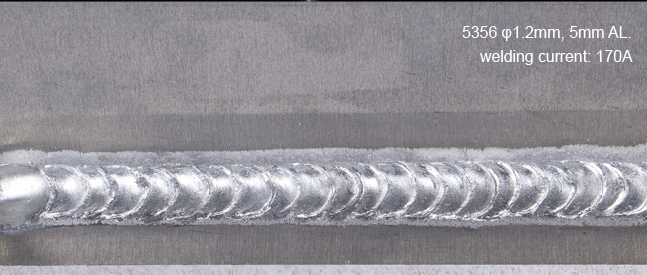
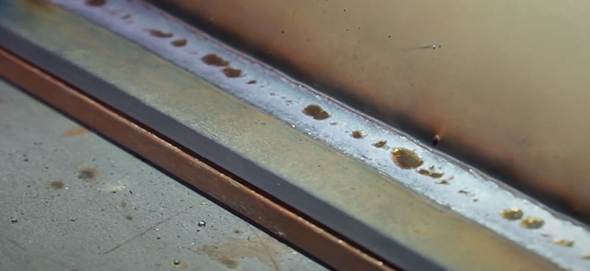
Daha iyi kaynak dikişi elde edin
Daha az ısı girişi, daha az sıçrama, daha az yeniden işleme.
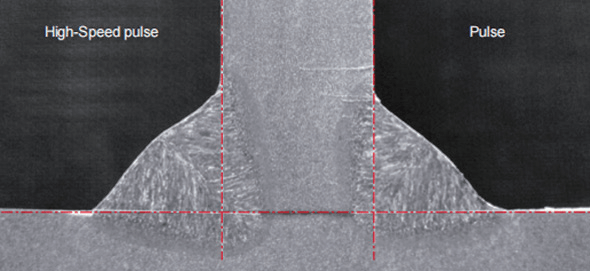
Daha yüksek kaynak gücü elde edin
Daha derin nüfuz, alttan kesme hatası yok, daha yüksek mukavemet.
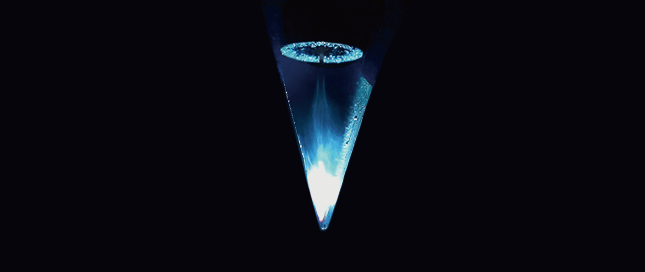
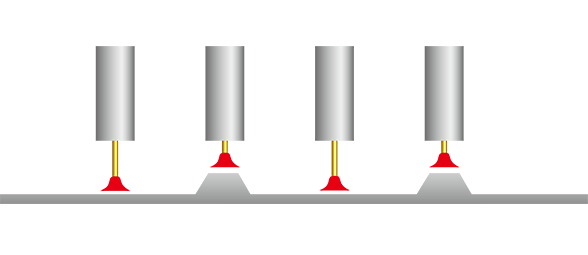
HSA - Yüksek Hızlı Püskürtme Arkı
Yüksek Konsantre ve Son Derece Kararlı Bir Arkın Yüksek Yoğunlukla Mükemmel Kombinasyonu. HSA Daha Derin Nüfuz Etme, Daha Dar Isıtma Bölgesi Sağlar, Çok Katmanlı Kaynak için Daha Küçük Açılma Açılarına İzin Verir, Kaynak Hızını Geleneksel MIG-MAG Kaynağına Göre %30'a Kadar Daha Hızlı Artırır. Kaynak İşlemini Daha Verimli ve Daha Ekonomik Hale Getirir.
Daha küçük açılma açısı
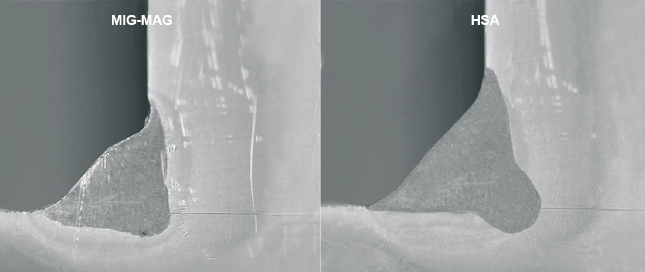
Daha derin nüfuz
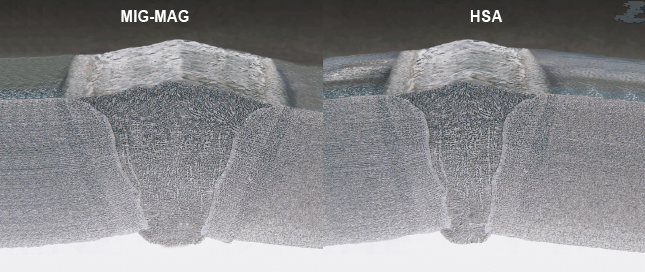
Daha fazla malzeme tasarrufu
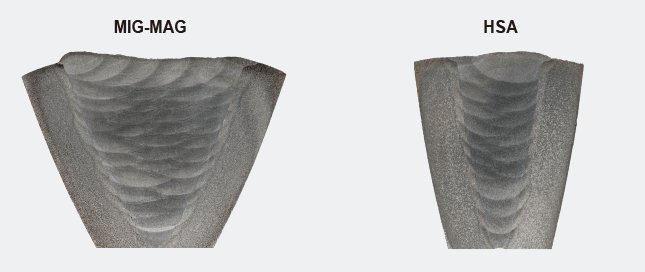
Daha yüksek kaynak verimliliği
HPC - Hibrit Darbe Kontrolü
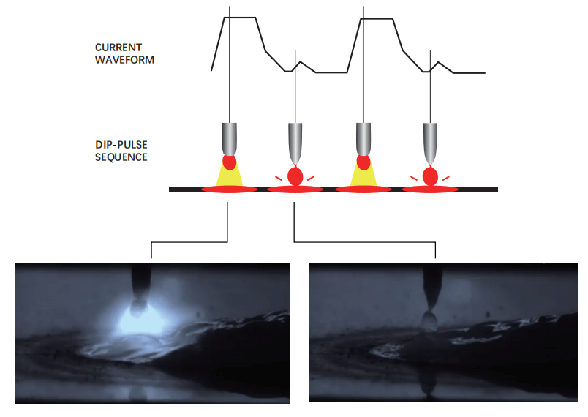
Anahtar, MIG kaynağında uygulanan, tek görev döngüsünde Darbe (püskürtme arkı) ve kısa devre transfer türleri olan sinerjik dalga biçimi kontrollü kaynak prosesi kontrol varyantlarıdır. Olağanüstü yön stabilitesi, derin nüfuz ve serbest sıçrama sağlar.
HPC Dikey Yukarı Kaynak Prosesi
MDP - Mikro Çift İşlem
MDP Mikro Çift İşlemdir, Sinerji Darbe Dalga Formu Kontrollü Proses Kontrolünde Ultra Hassas, Kaynak Dikiş Şevronlarını Kabadan İnceye Serbestçe Ayarlayın. Önemli olan, Yüksek ve Düşük Darbeler Alternatif Olduğunda, Düşük Darbe Aşamasında Damlacık Oluşumu Olmamasıdır. MDP'nin Avantajı; Hassas Enerji Girişi, Düşük Distorsiyon, Herkes Tarafından Kolaylıkla Üretilebilen Mükemmel TIG Benzeri Kaynak Görünümü ve Kaynak Verimliliğinin Geleneksel TIG'den İki Kat Daha Hızlı Olması. MDP, Çerçeveler, Masalar, Yataklar ve Mobilya Yapıları Gibi İnce ila Orta Duvarlı (1-8mm) Alüminyum, Çelik ve CrNi Uygulamaları İçin Özellikle Uygundur.

Geliştirilmiş Operasyon Süreci ve Kontroller
Yay Uzunluğu kontrolü
Ark uzunluğu kontrolü ile, torç ile iş parçası arasındaki mesafe veya kaynak voltajı ne olursa olsun, ark uzunluğu sabit tutulur ve dikiş kalitesi ve görünümü değişmeden kalır.
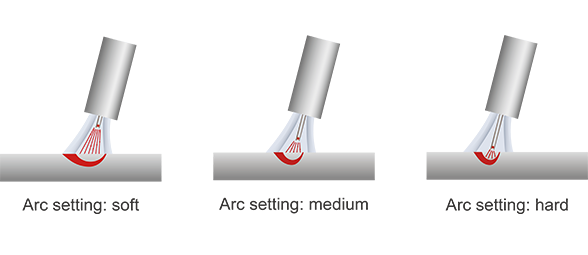
Dinamik kontrol
Ark, Dinamik Kontrol aracılığıyla iş parçasına ve konumların yanı sıra kaynakçının bireysel tercihlerine bağlı olarak kolayca ayarlanabilir. Arkı yumuşak veya sert veya bu ikisi arasında bir değere değiştirmek, torç ideal olmayan bir konumda olsa bile iyi bir kök oluşumu ve yan füzyonun güvenilirliğini artırır.
Geliştirilmiş Operasyon Süreci ve Kontroller
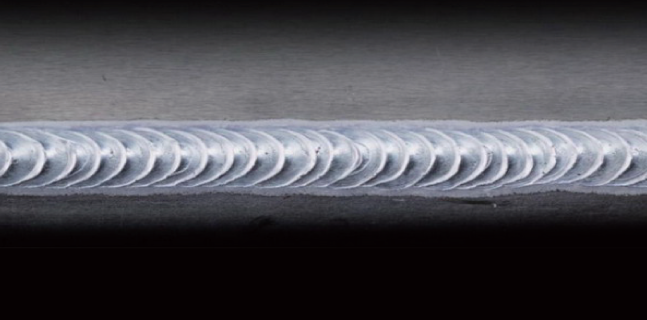
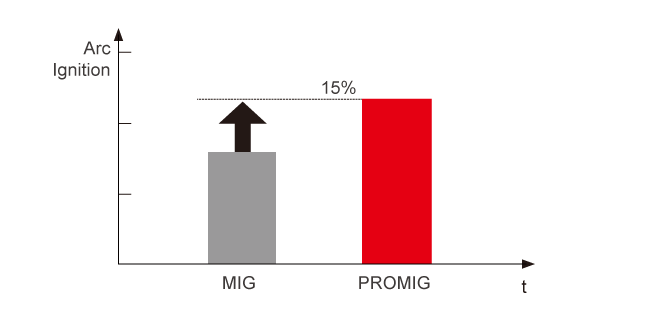
HSS, kaynak işlemini, ark fiziğini, yüksek dinamik güç tepkisini ve güçlü motor kontrol teknolojisini, kısa ark ateşleme süresi ve ark bitiş süresini mükemmel bir şekilde birleştiren, hızlı bir şekilde kaynak makarası oluşturulabilen yüksek hızlı nokta kaynağıdır. Punta kaynağı döngüsü hızlı bir şekilde tamamlanır, tekrar tekrar döngü yapılır, zaman aralığını robotla ayarlayarak dilediğiniz balık pulunu elde edersiniz, kaynak dikişi net ve güzel olur.
VİDEO
ÖZELLİKLER
Makineler
|
Ürün adı
|
PROMIG 360C
|
|
Makine Prosesleri
|
SMAW
FCAW
GMAW
GMAW-P
GMAW-HSP |
|
Tel Besleyici
|
4-Silindirler
|
Ürün Ağırlıkları ve Boyutları
|
Boyutlar (U * G * Y): Makine
|
950x460x1000mm
|
Net Ağırlık : Makine | 56KG |
Temel Şartname
|
Şebeke voltajı(V)
|
3PH~400V±15%(50/60Hz)
|
|
Maksimum Yük Gücü Kapasitesi
|
14.88KVA
|
|
40°C(105°F)'de Nominal Görev Döngüsü: %60
|
360A/32V
|
|
40°C(105°F)'de Nominal Görev Döngüsü:100%
|
250A/26.5V
|
Açık devre voltajı | 70V~80V |
Güç faktörü | 0.87 |
Yeterlik | 89% |
Tel besleme ünitesi | 4 rollers |
Tel besleme hızı çaldı | 0~25m/min |
Tel Makarası Kapasitesi | 300mm(15kg) |
Teller φ (mm): Fe | 0.8~1.2mm |
Teller φ (mm): Alüminyum | 0.8~1.2mm |
Teller φ (mm): Özlü özlü | 0.8~1.2mm |
SİZİN DE İHTİYACINIZ OLABİLİR

İtme-Çekme Tabancası

Şehir 2201

Kaynak Ceketi

Birinci sınıf kaynak kaskı
İlgili ürünler




Mesajinizi bize gönderin
- Cep
- *Başlık
- *İçerik