Elektrot kaynağında örtülü elektrot ile iş parçası arasındaki temas arkı ateşler. Bu, iki kutup arasında saniyenin çok küçük bir kısmı için bir kısa devre yaratır, bu da akımın akabileceği anlamına gelir. Ark, iş parçası ile elektrot arasında yanar. Bu gerekli füzyon ısısını yaratır. Elektrot, tüketilebilir çekirdek teli ve yine tüketilebilir olan kaplama aracılığıyla koruyucu cürufu ve gaz örtüsünü de besler.
Ana sayfa / ELECTRODE
Enerji
ELEKTROT KAYNAĞI?

- TEMEL PRENSİP
- TEMEL BİLGİ
- LEHTE VE ALEYHTE OLANLAR
- ARK
- ELEKTROT
- Temas etmek
BASİT, ÇOK YÖNLÜ, ETKİLİ
- Manuel ark kaynağı, manuel elektrot kaynağı, manuel metal ark kaynağı veya korumalı metal ark kaynağı (SMAW) olarak da bilinen elektrot kaynağı, genellikle kaynakçılara eğitim sırasında öğretilen ilk kaynak işlemidir. Öğrenmesi kolaydır ancak kaynak sistemlerinin çalışma şekli ve metallerin elektrik voltajına oranı hakkında şimdiden fikir vermektedir.
- Örtülü elektrotla kaynak yapmak, MIG/MAG ve TIG işlemlerine kıyasla çok sayıda avantaj sunar. Prensip olarak hemen hemen tüm malzemeler elektrot kaynağı kullanılarak kaynaklanabilir. İşlem esas olarak çelik ve boru hattı yapımında kullanılır, ancak aynı zamanda metal ticareti ve sanayisinde de kullanılır. Manuel metal ark kaynağı, sınırlı veya baş üstü pozisyonlar, dikey yukarı dikişler veya dikey uç kaynak içermesine bakılmaksızın her türlü kaynak dikişi ve pozisyonuna izin verir. Ayrıca kaynakçı koruyucu gazlara bağımlı değildir ve rüzgar veya yağmur gibi olumsuz hava koşullarında bile dışarıda rahatlıkla çalışabilir.
MANUEL METAL ARK KAYNAĞI: BU ŞEKİLDE ÇALIŞIR
Manuel ark kaynağı düşük voltaj ve yüksek amper gerektirir. Kaynak sistemi mevcut şebeke voltajını önemli ölçüde daha düşük bir kaynak voltajına dönüştürür. Aynı zamanda gerekli amperi de sağlayarak güç kaynağının ayarlanmasına ve regüle edilmesine olanak sağlar.
- Manuel metal ark kaynağında amper, bağlantıların kalitesi açısından en önemli parametredir. Bu nedenle yay uzunluğu değişse bile mümkün olduğu kadar sabit kalmalıdır. Bunu sağlamak için elektrot kaynağına yönelik güç kaynakları her zaman sarkma özelliğine sahiptir.

AVANTAJLAR VE DEZAVANTAJLAR
- Kolay kullanım
- Konumdan bağımsız olarak evrensel olarak kullanılabilir
- Öğrenmesi kolay
- Düşük gürültü
- Düşük tedarik maliyetleri
- Cüruf oluşumu nedeniyle kaynak dikişinin korunması
- Pas, kireçlenme, yağ veya gres gibi kirlenmelere karşı hassas değildir
- Neredeyse tüm metalik malzemeler kaynak yapılabilir
- Yüksek kaynak dikişi kalitesi ve yüksek mekanik özellikler
- Düşük kaynak hızı
- Çok fazla duman çıkıyor
- Ark darbesinin oluşması
- Son kraterler ve temas konumları nedeniyle artan hata kaynakları
- Elektrot çapı sac kalınlığına ve kaynak konumuna bağlıdır
- Yüksek kurulum süreleri ve aksama süreleri: standart paketlenmiş elektrotların yeniden pişirilmesi
- Elektrotların montajı, kalan kütüğün çıkarılması, cüruf ve sıçramanın giderilmesi
- Mekanikleştirilemez
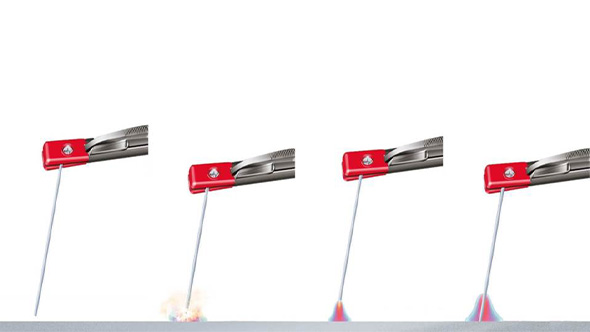
BİR ARK NASIL OLUŞTURULUR?
Ark oluşturmak için elektrot ile iş parçası arasındaki devrenin kesilmesi gerekir.
Manuel metal ark kaynağında bu, temas veya kontak ateşlemesi yoluyla gerçekleşir.
Ark, iş parçası üzerindeki çubuk elektrota dokunulduğunda ateşlenir. Ark plazması üretmek için, yüksek kısa devre akımından dolayı malzeme ve kaplamanın erimesi veya buharlaşması gerekir. Aynı zamanda voltajın (katot, anot ve ark uzunluğu voltajı) arkın oluşmasına izin verecek kadar yüksek olması gerekir. Gerekli akım ve voltajlar elektrot çapına ve elektrot kaplamasına bağlıdır.
ELEKTROT KAPLAMANIN GÖREVLERİ
- · Temas aralığının iyonizasyonu
- · Gaz örtüsünün oluşumu
- · Cürufun oluşumu
- · Arkın stabilizasyonu
- · Deoksidasyonun kontrolü
- · Kaynak havuzundaki alaşımlama ve alaşım giderme işlemlerinin kontrolü
- · Kaynak dikişinin soğuma hızını etkilemek
- · Biriktirme oranının arttırılması (üretim)

ÇELİK UYGULAMALARI
| Kod | Elektrot tipi | Özellikler ve kullanım |
| A | Asidik Kaplama | Yüksek Ark Kararlılığı, Çok Akışkan Kaynak Havuzu, Yalnızca Nadiren Kullanılır |
| C | Selüloz Kaplama | Yoğun Ark, Az Cüruf, Kaynak Havuzu Bölgesinde Yüksek Füzyon Oranı, Kaynak Yapılması Zor |
| R | Rutil Kaplama | Püskürtme Transferi, Kaynaklanması Kolay, Düz Dikişler, Zayıf Boşluk Kapatma Yeteneği |
| RR | Kalın Rutil Kaplama | Püskürtme Transferi, Kaynaklanması Kolay, Düz Dikişler, Zayıf Boşluk Kapatma Yeteneği |
| Rc | Rutil Selüloz Kaplama | Püskürtme Transferi, Kaynaklanması Kolay, Düz Dikişler, Zayıf Boşluk Kapatma Yeteneği |
| Ra | Rutil Asidik Kaplama | Püskürtme Transferi, Kaynaklanması Kolay, Düz Dikişler, Zayıf Boşluk Kapatma Yeteneği |
| Rb | Rutil Temel Kaplama | Püskürtme Transferi, Kaynaklanması Kolay, Düz Dikişler, Zayıf Boşluk Kapatma Yeteneği |
| B | Temel Kaplama | Yüksek Mukavemetli Bağlantılara Uygun, Çeşitli Pozisyonlarda Kaynak Yapabilme Yeteneği, Kaynak Yapılması Rutil Kaplı Elektrotlara Göre Biraz Daha Zor |