Ana sayfa / tüm / Welding Equipment / MIG Welders / PROWAVE, Gelişmiş proses kaynakçısı fronius değişimi için teknik bir platform
PROWAVE, Gelişmiş proses kaynakçısı fronius değişimi için teknik bir platform






Detay bilgiler
DETAYLAR
PROWAVE SERIES
SMAW
GMAW
FCAW
GTAW-Lift Arc
CAC-A
PROWAVE Sürümleri
|
Kapasite
|
350C |
500i
|
650i
|
|
Soğutma çeşitleri
|
|||
|
Gaz
|
● |
○
|
○
|
|
su
|
○ |
●
|
●
|
Tel besleme sistem | |||
Dahili tel besleme sistemi | ● | ○ | ○ |
Ayrı tel besleme sistemi | ○ | ● | ● |
Çalıştırma yöntemi | |||
Ana güç kaynağında | ● | ● | ● |
Tel besleyicide | ○ | ● | ● |
Uzaktan kumandada | ○ | ○ | ○ |
meşalede | ○ | ○ | ○ |
● Standart ○İsteğe bağlı

Dostu G/Ç arayüzü
Bekleme sayfasında:
Ana parametrelere yönlendirin ve ayarı hızlı bir şekilde düzeltin.

Bu sistemde yeni bile olsa çalışma mantığını kolayca anlayın
Esneklik: Makineyi her yerde ----- güç kaynağında, ....'da ayarlayabilirsiniz.

Uzaktan kumanda
• Uzun mesafeli kaynak işleri ve sabit olmayan iş istasyonları için uygun olan tüm kaynak parametrelerini ayarlayabilir ve görüntüleyebilir.
• Montaj braketli / Plastik kapaklı sağlam metal kasa.

Dijital kaynak meşale

Torçla geriye doğru hareket etmeden çeşitli kaynak parametreleri hızlı bir şekilde ayarlanabilir,
daha fazla zaman kazanın ve çalışma verimliliğini artırın.
Uzun mesafe kaynak işi
Ultra Uzun kablo döngüsü dengeleme işlevi
Akıllı telafi, kaynağı daha stabil hale getirir ve özellikle büyük boyutlu iş parçası kaynaklama durumları için uygundur.

Çoklu süreçler
PROWAVE, MIG, TIG, MMA ve Gouge'u kapsayan çeşitli kaynak işlemlerini entegre eder. Kaynakçılar, LCD ekran aracılığıyla kaynak işlemlerini kolaylıkla seçip değiştirebilir ve birden fazla metali kaynaklamak için farklı kaynak işlemlerini kullanabilir. Büyük ölçekli endüstriyel üretim projelerinin zorluklarını karşılamak amacıyla her kaynak işlemi türü için ayrı ekipman satın almaya gerek yoktur.
Çoklu robot iletişim yöntemleri
Çoklu iletişim yöntemlerinin esnek seçimi, farklı marka robotlarla kusursuz entegrasyon sağlar.


|
Robot iletişim modları
|
|||||
|
Analog
|
EnternetLP
|
Cihaz ağı | CAN |
CANOPEN
|
RJ485
|
|
●
|
○
|
○ | ○ |
○
|
○
|
● Standart seçenekler ○ İsteğe bağlı olarak mevcuttur
İsteğe bağlı uzaktan kumanda kutusu tasarımı
Ultra Uzun kablo döngüsü dengeleme işlevi
Tam dijital iletişim arayüzü, farklı marka robotlarla kusursuz entegrasyon sağlar; MES sistemi için de mevcuttur.

USB üzerinden veri alışverişi ve depolama
Kaynak görevleri ve verileri bir USB flash bellek aracılığıyla hızlı bir şekilde değiş tokuş edilebilir, ana kontrol sistemini güncelleyebilir ve varsayılan ayar parametrelerini kolayca geri yükleyebilir.

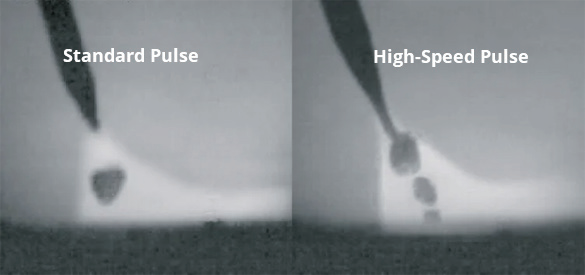
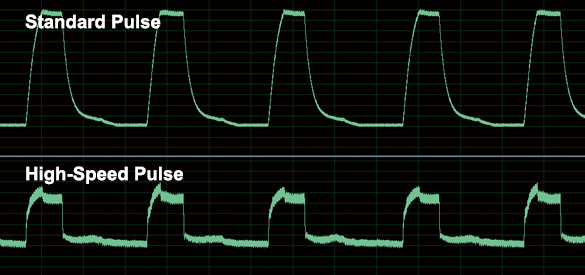
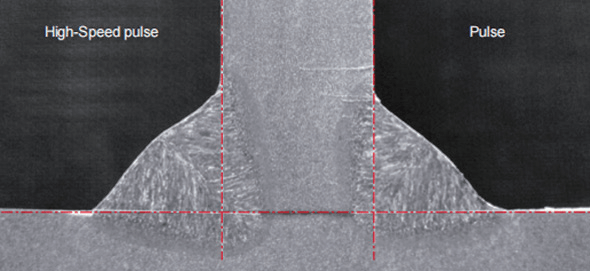
HSP - Yüksek Hızlı Darbe
- Zorlu atölye kullanımı için özel olarak tasarlanmış olup, ister kalın malzemelerde ister sac metal üretiminde kullanılsın, çeşitli malzemeler için biriktirme oranı %25~48 artabilir.
-Yüksek Hızlı Darbe (HSP) işlemi, geleneksel darbe kaynağına kıyasla zamandan, paradan ve enerjiden tasarruf etmenizi sağlar. Bu süreç darbe kaynağını tamamen yeni bir seviyeye yükseltmeye hazır!
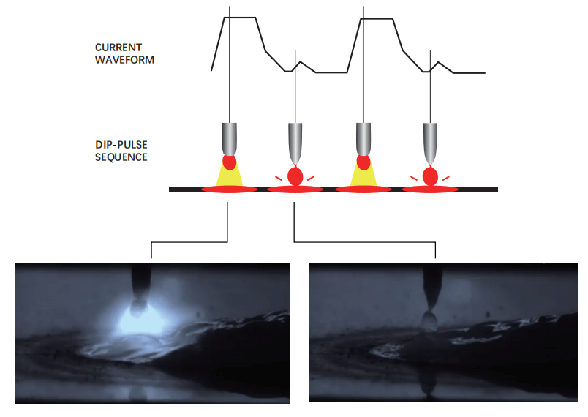
-Genel olarak, Tek darbe bir damlacığı eritir, ancak TOPWELL'in Yeni Yüksek Hızlı darbe işlemiyle bu damlacıkların gönderimini artırıyoruz. Geçiş daha hızlı, daha dar HAZ bölgesi ve daha derin nüfuz olacak!
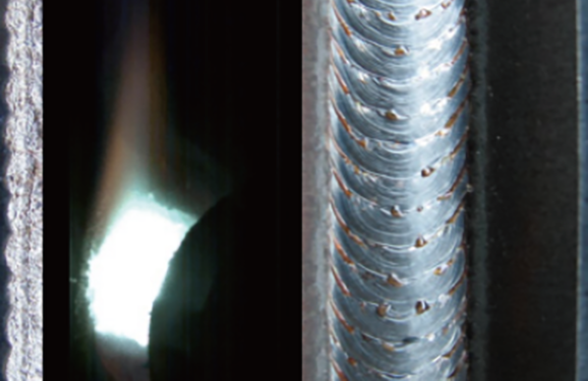
Daha iyi kaynak dikişi elde edin
Daha az ısı girişi, daha az sıçrama, daha az yeniden işleme.
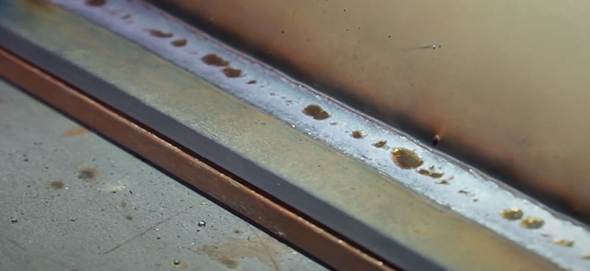
Daha yüksek kaynak gücü elde edin
Daha derin nüfuz, alttan kesme hatası yok, daha yüksek mukavemet.
HPC - Hibrit Darbe Kontrolü
Anahtar, MIG kaynağında uygulanan, tek görev döngüsünde Darbe (püskürtme arkı) ve kısa devre transfer türleri olan sinerjik dalga biçimi kontrollü kaynak prosesi kontrol varyantlarıdır. Olağanüstü yön stabilitesi, derin nüfuz ve serbest sıçrama sağlar.
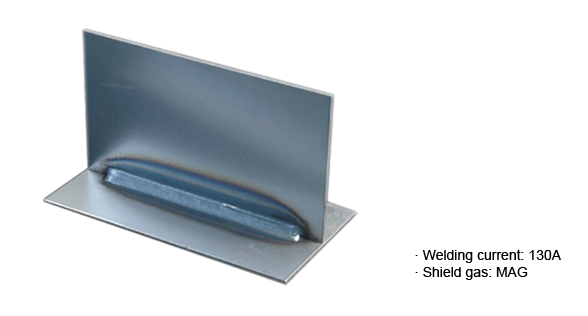
HPC Dikey Yukarı Kaynak Prosesi
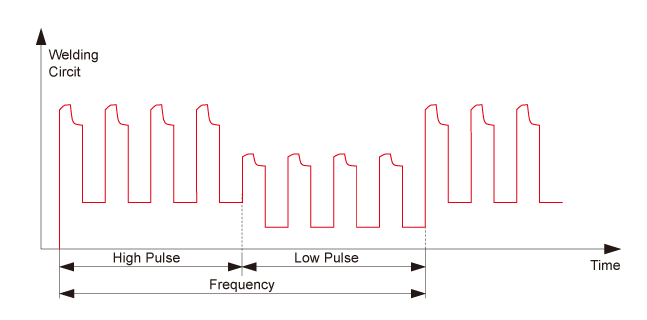
HDP - Yüksek Hızlı Çift Darbe
HDP Yüksek Hızlı Çift Darbedir. Yüksek Hızlı Darbe Prosesi ile Çift Darbeli Çalışmanın Yüksek ve Düşük Darbe Aşamaları, Biriktirme Oranı %30'a Kadar Artırılır, Kaynak Verimliliği Standart Çift Darbeliye Göre Önemli Derecede Arttırılır. Isıtma ve Soğutma Aşamalarının Mükemmel Kontrolü İçin Profesyonel Kaynak Eğrisi, Hassas Enerji Girişi, Düşük Çapak, Düşük Distorsiyon ve Güzel TIG Benzeri Kaynak Görünümü Sağlar. HDP, Özellikle Alüminyum ve Çelik Uygulamalarında Orta ve Kalın Etli Kaynaklara Uygundur.
HSA - Yüksek Hızlı Püskürtme Arkı
Yüksek Konsantre ve Son Derece Kararlı Bir Arkın Yüksek Yoğunlukla Mükemmel Kombinasyonu. HSA Daha Derin Nüfuz Etme, Daha Dar Isıtma Bölgesi Sağlar, Çok Katmanlı Kaynak için Daha Küçük Açılma Açılarına İzin Verir, Kaynak Hızını Geleneksel MIG-MAG Kaynağına Göre %30'a Kadar Daha Hızlı Artırır. Kaynak İşlemini Daha Verimli ve Daha Ekonomik Hale Getirir.

Daha küçük açılma açısı
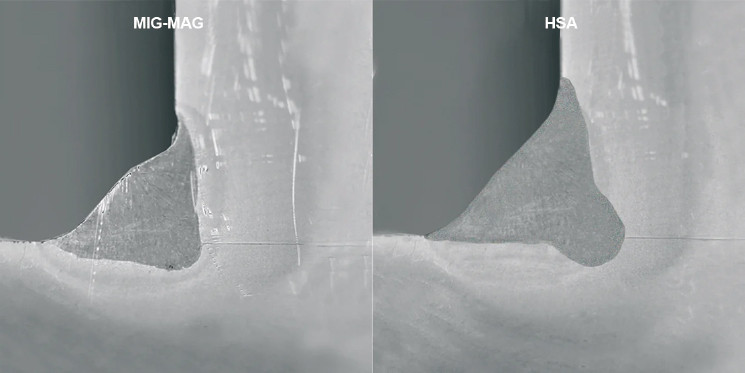
Daha derin nüfuz
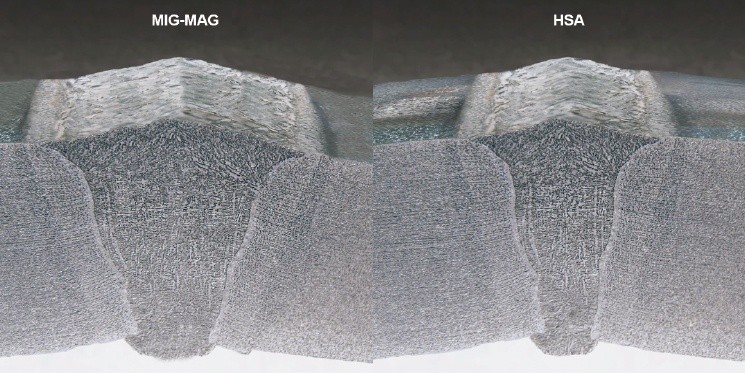
Daha fazla malzeme tasarrufu
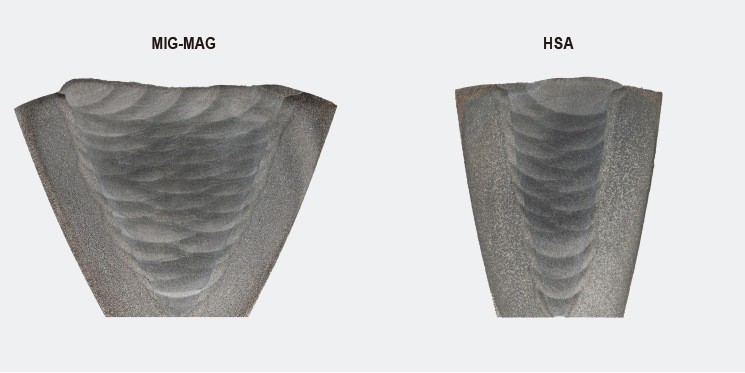
Daha yüksek kaynak verimliliği
MDP - Mikro Çift İşlem
MDP Mikro Çift İşlemdir, Sinerji Darbe Dalga Formu Kontrollü Proses Kontrolünde Ultra Hassas, Kaynak Dikiş Şevronlarını Kabadan İnceye Serbestçe Ayarlayın. Önemli olan, Yüksek ve Düşük Darbeler Alternatif Olduğunda, Düşük Darbe Aşamasında Damlacık Oluşumu Olmamasıdır. MDP'nin Avantajı; Hassas Enerji Girişi, Düşük Distorsiyon, Herkes Tarafından Kolaylıkla Üretilebilen Mükemmel TIG Benzeri Kaynak Görünümü ve Kaynak Verimliliğinin Geleneksel TIG'den İki Kat Daha Hızlı Olması. MDP, Çerçeveler, Masalar, Yataklar ve Mobilya Yapıları Gibi İnce ila Orta Duvarlı (1-8mm) Alüminyum, Çelik ve CrNi Uygulamaları İçin Özellikle Uygundur.

ULS - Ultra Düşük Sıçrama
ULS işlemi, değiştirilmiş bir kısa ark transfer arkıdır; üretilen sıçramanın miktarını ve boyutunu kontrol etmek için kısa ve ark arasındaki durum değişimi sırasında uçuculuğu kontrol eder. CO2 ve MAG kaynaklarında bile sıçramaları en aza indirebilir; bu da daha az yeniden çalışma, daha az ıskarta, daha az temizlik gerekliliği ve aşınan parçalardan tasarruf anlamına gelir.

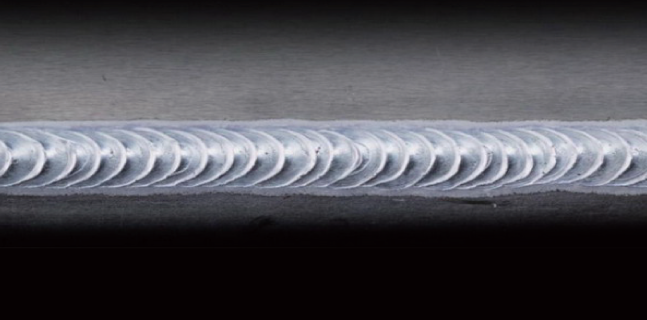
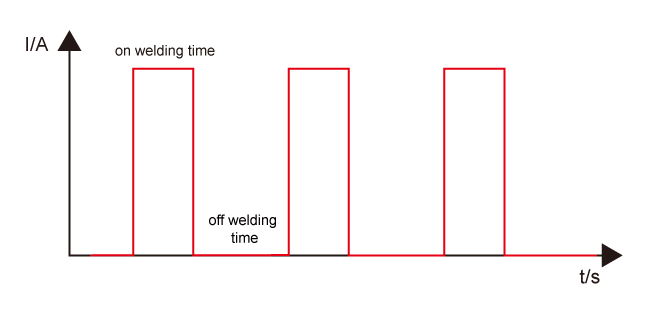
HSS - Yüksek Hızlı Spot Teknolojisi
HSS, kaynak işlemini, ark fiziğini, yüksek dinamik güç tepkisini ve güçlü motor kontrol teknolojisini, kısa ark ateşleme süresi ve ark bitiş süresini mükemmel bir şekilde birleştiren, hızlı bir şekilde kaynak makarası oluşturulabilen yüksek hızlı nokta kaynağıdır. Punta kaynağı döngüsü hızlı bir şekilde tamamlanır, tekrar tekrar döngü yapılır, zaman aralığını robotla ayarlayarak dilediğiniz balık pulunu elde edersiniz, kaynak dikişi net ve güzel olur.
Punta kaynağı: robotla

İnce (≤2mm kalınlık) borulara veya çerçeve/yapı kaynak işlerine yaygın olarak uygulanır.
Geliştirilmiş Operasyon Süreci ve Kontroller
Yay Uzunluğu kontrolü
Ark uzunluğu kontrolü ile, torç ile iş parçası arasındaki mesafe veya kaynak voltajı ne olursa olsun, ark uzunluğu sabit tutulur ve dikiş kalitesi ve görünümü değişmeden kalır.
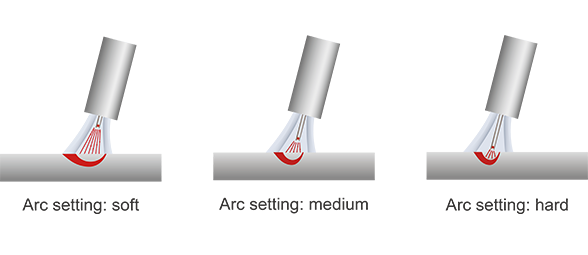
Dinamik kontrol
Ark, Dinamik Kontrol aracılığıyla iş parçasına ve konumların yanı sıra kaynakçının bireysel tercihlerine bağlı olarak kolayca ayarlanabilir. Arkı yumuşak veya sert veya bu ikisi arasında bir değere değiştirmek, torç ideal olmayan bir konumda olsa bile iyi bir kök oluşumu ve yan füzyonun güvenilirliğini artırır.
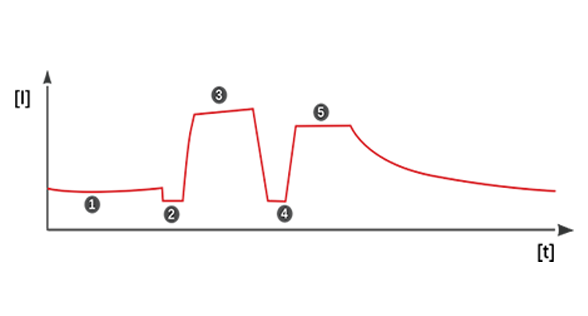
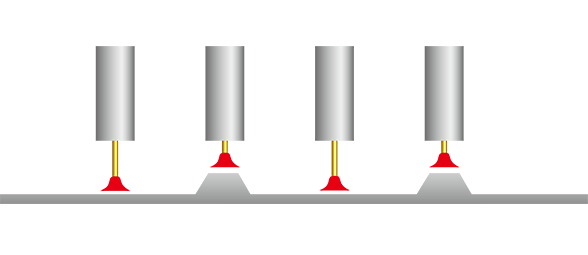
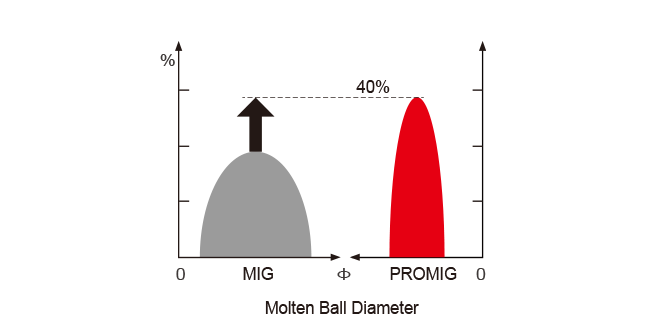
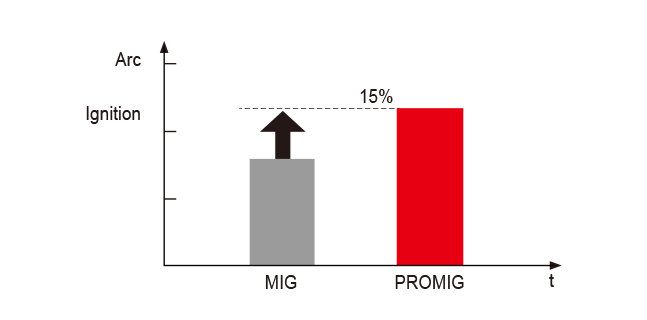
İlk Ark kontrolü ve Geri Yanma kontrolü
Başlangıç Ark kontrolü, ark ateşlemesinin başarı oranını artırmak ve daha küçük bir erimiş top oluşturmak için kullanılır. Geri Yanma Kontrolü, erimiş topu ortadan kaldırma işlevini geliştirerek ikincil arkın başlatılmasını kolaylaştırır.
Başvuru




VİDEO
ÖZELLİKLER
|
Ürün adı
|
PROWAVE-350C | PROWAVE-500i |
PROWAVE-650i
|
|
Şebeke voltajı(V)
|
3PH~400V±15%(50/60Hz) | 3PH~400V±15%(50/60Hz) |
3PH~400V±15%(50/60Hz) |
|
Maksimum Yük Gücü Kapasitesi
|
18.1KVA | 25.83KVA |
30.1KVA
|
Çıktı aralığı | MIG: 30A/15.5V~350A/31.5V | MIG: 30A/15.5V~500A/39V | MIG: 30A/15.5V~650A/44V |
40°C'de (105°F) Nominal Görev Döngüsü: 60% | MIG: 350A/31.5V | MIG: 500A/39V | MIG: 650A/44V |
100% | MIG: 250A/26.5V | MIG: 400A/31.5V | MIG: 500A/39V |
Açık devre voltajı | 70V~80V | 70V~80V | 70V~80V |
Güç faktörü | 0.87 | 0.87 | 0.87 |
Yeterlik | 89% | 89% | 89% |
Tel besleme ünitesi | 4 silindir | 4 silindir | 4 silindir |
Tel besleme hızı aralığı | 0~25 m/dak | 0~25 m/dak | 0~25 m/dak |
Tel Makarası Kapasitesi | 300mm(15~20kg) | 300mm(15~20kg) | 300mm(15~20kg) |
Teller φ (mm): Fe | 0.8~1.2mm | 0.8~1.6mm | 0.8~1.6mm |
Gitmek | 1.0~1.2mm | 1.0~1.2mm | 1.0~1.2mm |
Akı özlü | 1.0~1.2mm | 1.0~1.6mm | 1.0~2.0mm |
Boyut (U x G x Y): Makine | 760 x 300 x 780mm | 760 x 300 x 880 mm | 760 x 300 x 1030 mm |
Tel besleyici | / | 650 x 250 x 460 mm | 650 x 250 x 460 mm |
Net Ağırlık : Makine | 63kg | 66.5kg | 76kg |
Tel besleyici | / | 15kg | 15kg |
SİZİN DE İHTİYACINIZ OLABİLİR

Su soğutucusu

Uzaktan kumanda

Kaynak Ceketi

Birinci sınıf kaynak kaskı
İlgili ürünler



Mesajinizi bize gönderin
- Cep
- *Başlık
- *İçerik